
railway-international.com
06
'21
Written on Modified on
Rail fleet modernisation – developing components for the future
Rail locomotives provide a vital transportation service for both passengers and freight across the world. Working round-the-clock, they are expected to deliver unrivalled reliability, which is made possible through regular maintenance and provision of modernisation programmes delivered by the train manufacturers. These are delivered in partnership with trusted equipment manufacturers that have the expertise and knowledge to meet the exacting standards of the industry.

Ralph Breuer, Director of Engineering & Product Management and Mustafa Metin, Product Specialist for Elastic Couplings at Stromag, examine the challenges of developing new components for existing rolling stock.
The worldwide rail network endeavours to maintain an excellent safety record through both regular planned maintenance, and adherence to rigorous standards and repair specifications. Any supplier to the industry must pass the scrutiny of independent inspections that examine the entire supply chain of materials, repair techniques, facilities and training. Those that qualify can deliver services to operators as well as manufacturers - as part of their programmes for continuous improvement.
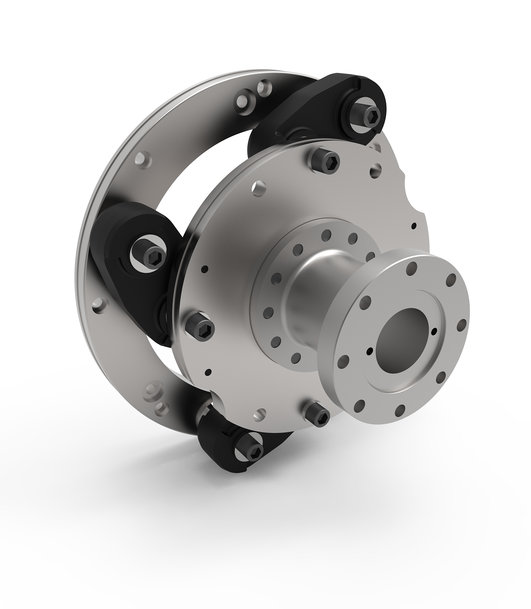
The Stromag Vector® coupling has high torque transmission capabilities and very compact dimensions.
Incorporating modern designs
For manufacturers, developing modernization packages is a very important part of the support they offer to operators. These programmes can take advantage of materials and manufacturing techniques that have been developed since the locomotives were launched. For the operators, these updates ensure continued reliability and extended service life for their assets.
However, these programmes require considerable planning and time for product design, development and testing. As a result, the relationships between the OEM, the rail operator and the parts manufacturer are very important; they must be long-standing if a successful outcome is to be achieved.
In one example, a rail OEM reached out to Stromag, Nuttall Gear and Guardian Couplings, all of which are leading brands of Altra Industrial Motion Corp., for support in supplying specialist flexible and gear couplings.
Over the last three years, the OEM’s design and engineering team has been working on new coupling solutions for both the main drive side and the power-take-off (PTO) of the diesel engine. One coupling is to be positioned between the diesel engine and the gearbox, another between the gearbox and the exciter and blower assembly and a third connecting the engine PTO to the air compressor.
Design challenges
Each application has several design challenges – some unique and some shared. The most significant, common challenges are torsional vibration and the physical space available for the components. During the three-year design process, multiple coupling options were reviewed to determine which solutions would best address these challenges. The chosen designs would be recommended for a potential population of over 10,000 locomotives.
Within this fleet, the diesel engines produce up to 3,300 hp (2,500 kW) at 900 rpm and are mounted on isolation mounts, while the gearbox and alternator are hard-mounted to the chassis. This can mean lateral movement of ±3 mm laterally and ±4 mm vertically.
As part of the design process, the OEM provided the input parameters for the design team to work with. Stromag did the torsional vibrational analysis (TVA) recreating the complete drivetrain and establishing that the values surrounding the engine to gearbox coupling would present a considerable challenge.
Using the analytical approach, it proved to be impossible to eliminate the root cause, which left another option - to mitigate the effects by adding weight to the flywheel. The suggestion was to increase the mass moment of inertia of the flywheel (which was originally 25 kgm2) to 120 kgm2.
Proving reliability
Having reduced the torsional vibration, Stromag started to develop a design based on its Vector® coupling which has high torque transmission capabilities and very compact dimensions. At the same time, Nuttall Gear and Guardian Couplings added their expertise to develop a complete package of parts to integrate with the existing components with easy installation, even in the confined space.
Components for a typical modernisation programme are expected to have a 20-year service life with an annual operating time of 8,760 hours. Above all, they must prove their robust design and ability to deliver continuous reliable service in an arduous application.
As a result, the process of creating new parts is just the beginning. It is followed by an extended testing phase to prove the product’s design and its reliability. Throughout this phase of the programme, parts manufacturers, such as the brands that belong to Altra Industrial Motion Corp., continue to monitor progress and provide further support where necessary.
www.stromag.com
